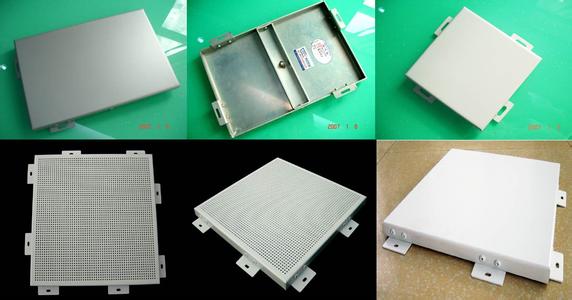
氟碳铝单板厂家现在可以说是幕墙装饰材料的行业标杆,一个里程碑,在短短几年间成了厂家经销商的主推,主打幕墙产品。其材料规格,颜色,造型,工艺的多样型是其他幕墙材料不可相媲美。使用性价比高,拆卸简单,小单元相对独立,维修方便,可与玻璃幕墙搭配使用,其装饰的效果能呈现多线,多面,多角度,立体视角强等装饰效果。
铝单板制作工艺:
一、开料、下料
1.对加工图纸认真分析了解所要加工图形的形状与尺寸,采用较节省的方式开出料单。
2.按下料单对照板编号放样,划线要准确、清楚,特殊工序用记号笔在加工位置标明,保证铝单板此工序加工的精准度。
二、铝单板剪板
1.一般情况铝板在剪板前的面积都比较大,因此在剪板过程中一定要保护铝板额平整度,现规定:长度大于2m的铝板在卸货过程中应特别小心,建议将铝板竖起后至少有三名操作员搬运。剪板过程中至少要三名操作搬运操作。
2.要严格按照下料单中的尺寸剪板,铝单板必须确保下料板尺寸偏差保证在规定范围内。
3.剪板过程中要保护铝板特别是加工正面不受损害,因此剪板机前得物架上要有橡皮垫或其他的保护设备。
4.剪板操作员在剪板前必须对每快铝板的尺寸进行准确测量(包括对角线),以保证落料的正确率,并对每一块落料编号,用记号笔记录,字迹要清晰可辨,同时用透明胶带将编号封住。
5.剪好的料板应有序的放置在俩辆专用的小车上。一块紧诶另一块,不留间隙。

三、开角、冲孔
1.按图纸对下料板开角,开角时采用组合配件调做一个临时开角模具,保证开角定位准确。
2.按图纸要求选择冲孔模具,定位、冲孔应准确,冲孔中相对两边的孔位置不宜对齐,应错开一定距离,以此保证安装需要。靠近料端的孔距应为(100-150)mm,其余内部孔距应保证在(250-300)mm范围内。
3.铝单板在开角、冲孔的过程中,要加强对铝板正面的保护。特别是转换工序的过程中,要加强对铝单板正面的保护。
四、折边
1.铝单板按图纸要求选择折边模具,在模具上铺垫棉布或绒布(布不能太厚,会影响加工角度),仿止损害铝板,然后折弯机折弯。
2.必须保证长度、宽度、对角线尺寸、折边角度、组角缝隙不得超出规定偏差。

五、焊接
1.为保证打磨需要,拼接焊接时菱角应适当突出;内角不应有焊瘤、焊渣、焊穿等现象的发生,以免影响产品质量。
2.拼接时由于焊条(铝条)太长,铝单板操作员应注意焊接速度及送焊丝速度,防止焊缝上焊丝(铝条)累积形成焊瘤等其他影响产品质量事情的发生,焊缝应平整、自然。焊接中尽量采用分段焊接,点焊来防止扭曲等变形的发生。

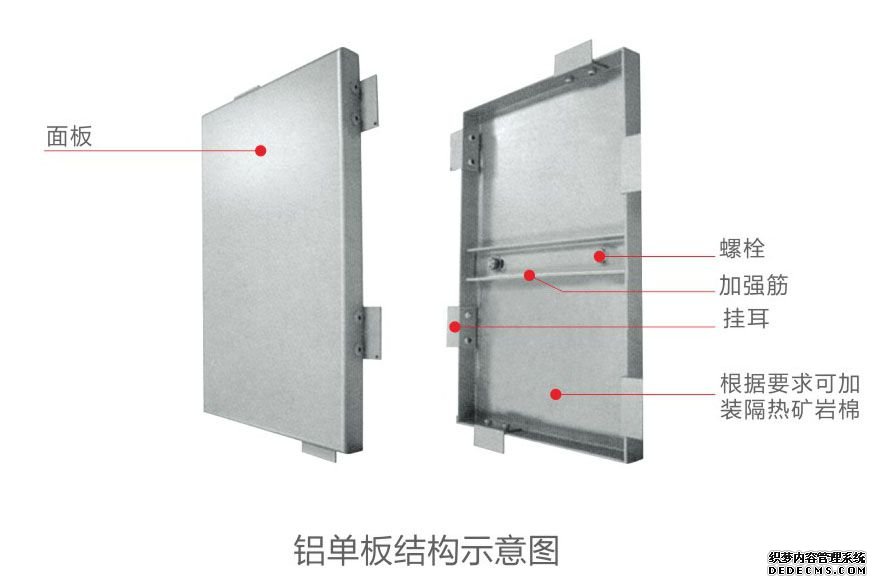
六、加强筋
1.长度超过1m的铝单板为保证其平整度须放加强筋,加强筋的长度是:产品的尺寸-15mm后的尺寸。
2.加强筋的冲孔距离:两端孔至铝板端边的距离(25-30)mm,中间距离(250-300)mm。
3.在固定加强筋的时候,紧固件应按平垫,弹垫的顺序放置,较后拧紧螺母。以把弹垫适当压平为拧紧螺母的标准,不宜太紧。
4.产品轻拿轻放,防止铝板表面受损。
七、打磨、抛光

1.接焊后的工件必须打磨,以保证工件的表面光洁度,铝单板打磨目的是板焊接时的焊渣、焊瘤等影响表面质量的废料去除,工作中尽量不要磨到折边及其他表面。组角焊接打磨时要求能够体现明显菱角。
铝单板表面氟碳涂层工艺:
一 喷涂设备必须保证有出色的雾化效果,喷涂层的均匀性,涂料微粒的分布。
二 固化工序氟碳油漆三涂层标准需要二次烘干,铝板材进入固化炉处理,高温烘烤标准在180℃-250℃之间,烘烤时间为15-25分钟。质量的氟碳涂层具有金属光泽,颜色鲜明、明显的立体感。
铝单板氟碳烤漆表面处理工序;
1.清洗处理
2.络华处理
3.底漆涂层
4.面漆涂层
5.罩光漆涂层
售后服务
品质保证——具有多年的加工现场经验的操作人员,严格管理,工厂推行“复合质量管理体系”,现场跟踪抽检与出厂总检合格相结合。
工艺超群——我们建立和完善了铝天花幕墙行业上万种产品的工艺实验参数资料数据库。先进工艺,国内独有的超大范围标记,大幅面,高速度,高精度,不变形。大大的提高了客户产品竞争力。
快捷服务——交货及时。专业的技术人员保证设备24小时连班正常运行。充足的设备让您货期有保障。高级设备,先进工艺,规范服务,全程跟单,交货及时,品质保证。