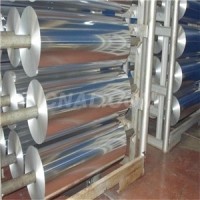
LY12铝板
状态及用途
板材 O、T3、T361、T4、T72、T81、T861 厚板 O、T351、T361、T851、T861 拉伸管 O、T3 挤压管、型、棒、线材 O、T3、T3510、T3511、T81、T8510、T8511 冷加工棒材、线材 O、T13、T351、T4、T6、T851 无锡阪神冶金提供 典型用途 飞机结构(蒙皮、骨架、肋梁、隔框等)、铆钉、导弹构件、卡车轮毂、螺旋浆元件及其他各种结构件。 无锡阪神冶金提供性能介绍
LY12铝板在不同温度下的典型抗拉、屈服性能。 合金和状态 温度 抗拉极限MPa 屈服极限MPa 伸长率% LY12-T4 T351 -195 580 420 19 厚板 -80 490 340 19 -30 475 325 19 25 470 325 19 100 435 310 19 150 310 250 17 205 180 130 27 260 75 60 55 LY12-T6 T651 温度 抗拉极限MPa 屈服极限MPa 伸长率% 无 -195 580 470 10 锡 -80 495 405 10 阪 -30 485 400 10 神 25 475 395 10 冶 100 450 370 17 金 150 310 250 27 提 205 180 130 55 供 260 75 60 75 315 50 41 100 370 34 28 --应用范围
LY12铝板广泛应用于飞机结构(蒙皮、骨架、肋梁、隔框等)、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他各种结构件。化学成分(%)
硅 Si: 0.50 铁 Fe:0.50 铜 Cu:3.8~4.9 锰 Mn:0.3~0.9 镁 Mg:1.2~1.8 铬 Cr:0.10 镍 Ni: -- 锌 Zn:0.25 钛 Ti :0.15 其它: 0.15 铝 Al:余量力学性能
抗拉强度 σb (MPa):205~420 伸长率 δ10 (%):12~15 固溶处理温度:529℃~541℃. 抗拉强度(≥Mpa)470 0.2%屈服强度(≥Mpa)325 伸长率(θ5%)10 疲劳强度105 硬度HB120 电导率20°C,30 20°C电阻率n .m 48 弹性模量 68焊接
目前国内外许多学者都在进行搅拌摩擦焊焊接过程塑性金属流动的可视化工作,并且提出了大量的方法,如嵌入示踪粒子法、钢球示踪法,异种铝合金金相组织显示法等等[1-7]。研究将两种铝合金通过搅拌摩擦焊连接,焊后制成金相试样,通过两种铝合金显微组织在同一腐蚀液下呈现的截然不同形貌的对比,观察搅拌摩擦焊焊缝金属的流动特性。 1 试验材料及方法 试验选用的材料为LY12和LF2两种铝合金,其化学成分见表1。试验在自制的FSW焊机上进行,选用的焊接参数见表2,焊接参数由焊机控制系统的MCGS组态软件实时检测记录[8]。具体试验过程如下:采用3mmLF2和6mmLY12搭接以及6mmLF2和6mmLY12对接,分别进行搅拌摩擦焊试验。焊后按照观测要求,分别截取不同位置的横、纵截面,用Keller's腐蚀剂腐蚀30秒后制成金相试样,在XJP-200光学显微镜下观察焊缝显微组织。由于两种材料不同的耐腐蚀性能,LY12耐腐蚀性较弱,显微组织较暗,而LF2耐腐蚀性较强,显微组织则较亮,因而试样呈现明暗两种显微组织的分布,通过不同组织外观显示了铝合金搅拌摩擦焊的流场分布。 表1 LY12与LF2铝合金的化学成分对比 (wt%) 型号 Mg Mn Fe Si Cu LF2 2.0-2.8 0.15-0.40 0.40 0.40 0.10 LY12 1.2-1.8 0.3-0.9 — — 3.8-4.9 表2 焊接参数 焊接参数 轴肩/搅拌针 直径D/d(mm) 搅拌针长度l(mm) 旋转速度ω(r/min) 焊接速度v(mm/min) 焊接能量P(W) 搭接接头 32 /10 8.5 1025 16 6435 对接接头 24 /8 5.5 1250 42 5960 2 试验结果分析 2.1 3mmLF2和6mmLY12搭接结果分析 通过将3mmLF2和6mmLY12搭接观测搅拌摩擦焊塑性金属的竖直方向的流动状况, 接头组织分布如图1所示,接头上层为3mmLF2,下层为6mm LY12。因耐腐蚀性不同,LF2呈现较亮的组织,而LY12则呈现较暗的组织。根据组织形态的不同,焊缝接头可分为五个区:A区为黑白相间的薄层混合区,主要受搅拌针的旋转挤压作用剪切滑移过渡形成,局部放大如图2-1所示;B区为下层金属向前、向上流动区,向上流动高度高于被搭接板材的 厚度,主要受到摩擦头轴肩后部对焊缝金属的顶锻摩擦作用所致;C区为洋葱圆环区,纵截面放大图2-3可以看到明显的分层过渡迹象,这是由于搅拌摩擦头旋转前进使前方的塑化金属受到搅拌针的旋转挤压作用向后流动,并呈周期性的向后转移,并且在图中的S处可以观察到明显的拐点区,说明该处流动模式发生变化;D区为底部挤压区,由于搅拌针的长度略小于板材厚度以及摩擦头的旋转挤压使塑性金属在C区的流动模式在该区发生断裂,形成塑性金属的无序混合,该区也是焊缝接头的薄弱区;E区为旋转流动区,位于焊缝上层,主要受摩擦头轴肩的旋转摩擦作用,焊缝金属由返回侧向前进侧转移。 图1 3mmLF2和6mmLY12搭接焊缝组织宏观图 图2 典型区域放大图 2-1 A区放大图; 2-2 D区放大; 2-3 C区放大 2.2 6mmLF2和6mmLY12对接结果分析 通过将6mmLF2和6mmLY12对接观测搅拌摩擦焊塑性金属的水平流动状况,接头组织分布示意如图3所示,接头左侧为LF2,右侧为LY12。因耐腐蚀性不同,接头两侧呈现明暗不同的组织分布。焊缝对接接头分区与搭接接头相同,图3中A、B、C、D、E五个分区分别对应图1中的A、B、C、D、E五个分区。此外,从图3中可以观察到焊缝前进侧母材与焊缝分界线比较明显,而返回侧母材与焊缝分界线比较模糊,说明焊缝两侧塑性金属流动模式并不相同;焊核形状关于焊缝中心线并不对称,而是偏向返回侧,说明塑性金属流动也偏向返回侧,这也验证了搅拌摩擦焊对称位置上前进侧温度低于返回侧温度的不对称的温度场分布[9];同样可以发现在焊缝上部,受摩擦头轴肩旋转摩擦作用的影响,塑性金属更多的是从返回侧进入前进侧,如E区所示;而在焊缝下部塑性金属更多的是从前进侧进入返回侧,如C、D区所示;而在A、C区,可以观察到塑性金属的黑白相间的分层过渡现象。 图3 6mmLF2和6mmLY12对接焊缝组织宏观图 3 结 论 (1)采用异种铝合金搅拌摩擦焊的不同显微组织观测塑性金属流动情况,该方法简单直观。 (2)焊缝金属流动模式关于焊缝中心并不对称,按流动特征不同焊缝大致分为五个分区。 (3)可以观察到清晰的洋葱圆环区和薄层间混结构。 (4)搅拌针两侧焊缝下层金属有向前、向上流动的趋势,向上流动高度高于被搭接板材的厚度。 对应牌号: 国标:2A12(LY12) GB/T 3190-1996 ISO:AlCu4Mg1 ISO 209.1-1989 日标:A2024 JIS H4000-1999 JIS H4040-1999 非标:24530 IS5902 法标:2024(A-USG1) NF A50-411 NF A50-451 美标:2024 AA