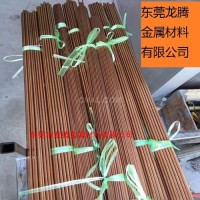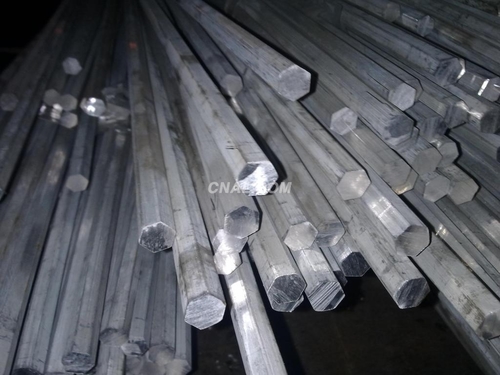
铝棒铸造过程熔铸包括熔化、提纯、除杂、除气、除渣与铸造过程。主要过程为: (1)配料:根据需要生产的具体合号,计算出各种合金成分的添加量,合理搭配各种原材料。 (2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。 (3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。标准挤压铝棒的生产工艺流程 ?铝棒生产线大致分为熔铸车间、模具车间、挤压车间(一)/(二)、时效车间、包装车间、成品仓库、铝棒仓库。公司总的生产流程:熔铸车间→铝棒仓库挤压车间→时效车间→包装车间仓库→成品仓 下面分别对熔铸车间、挤压车间、时效车间、进行重点分析。 (一)熔铸工序 熔铸工序的终目的是生产出符合要求的铝棒,而要生产出这些铝棒,就要经过流程: 熔炼→ 铸造→ 锯棒→ 铝棒均匀化→ 冷却、洗棒→ 铝棒进仓。 1、熔铸车间 熔炼工艺流程: 装炉→ 熔化→ 搅拌完全熔化→ 加入废料→ 熔化→ 加入废料→ 完全熔化→ 撒覆盖剂和打渣剂→ 扒渣→ 搅拌→ 取样、炉前分析→ 加Al-Si(Sl-Cu,Cr添加剂)、Mg锭→ 搅拌→ 取样、炉后分析→ 成分调整→ 精炼→ 扒渣复盖→ 静置 2、铸造 3、锯料 4、铝棒均匀化 5、冷却、洗棒 (二)挤压工序 挤压工艺流程: 压前准备→ 挤压→ 拉伸矫直→ 锯切成品→ 装框修口 1、挤压前准备 2、挤压 3、拉伸矫直 4、锯切成品,修口装框 (三)时效工序 6061-T6状态:固溶热处理后冷却以达到高强度.不再进行冷加工 6061-T6511状态:固溶热处理后冷却以达到高强度,然后加以校正调直工艺. 6061-T651状态:固溶热处理后冷却以达到高强度.然后经拉伸机进行冷拉伸,以消除热处理后的残余内应力,达到以后深加工后不变形以保证机加工产品精密度