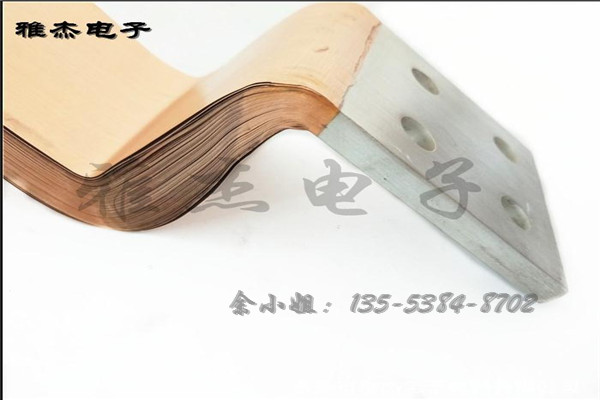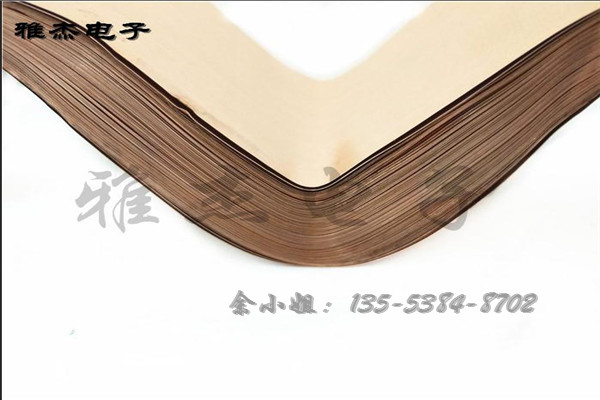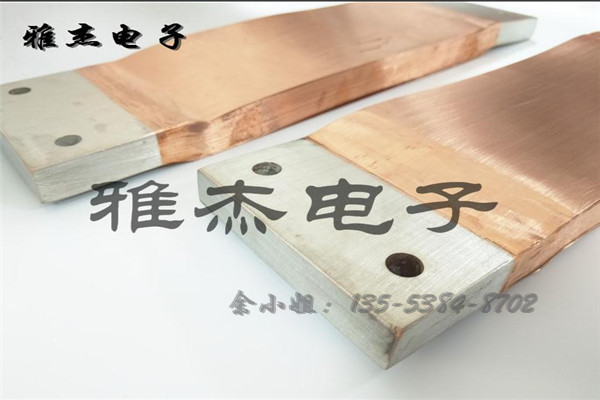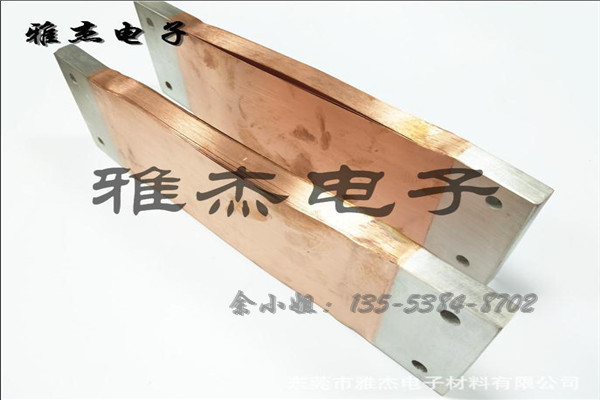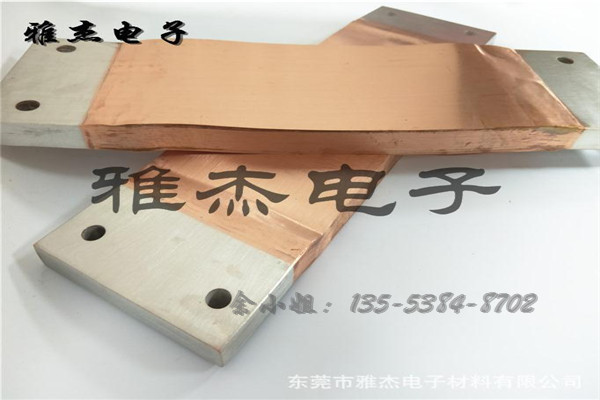
铜箔软连接又叫压焊软连接,铜皮软连接又叫钎焊软连接,铜箔软连接采用优质T2紫铜或无氧铜带,按0.10mm(标准设计)或者按照客户要求使用0.03,0.05,0.20,0.30,0.40,0.50mm的铜箔组成的,安装接触面采用压焊设计生产。
分子扩散焊是一种特殊的焊接工艺,能使不同强度的铜箔在特定的区域焊接在一起,铜箔软连接焊接工艺不需要使用任何形式的助焊剂。得益于这种完美的分子连接性,分子扩散焊铜箔软连接是一种绝佳的电导体,安装接触面可以承受任何形式的挤压,弯曲或碰撞。由于安装接触面是定制的,所以他可以安装到只有2毫米的空间内(例如发电机内部作连接用)。广泛适用于新能源汽车,电动汽车,电力电工软连接,大电流软连接片高低压电器,储能锂电池软连接,高低压开关柜,电焊机,电炉,矿用防爆电器,发电机组,碳刷导线的软连接,可针对新能源汽车电池柔性导电连接领域进行专业设计定制加工。
铜箔软连接的生产工序:
1、领料:原材料一般分为硬态和软态两种型号,即t2y和t2m
按照客户及工艺要求选用相应的原材料:
一般表面选用内外贴t2y 0.1mm、0.15mm,t2m 0.2mm、0.3mm,内层选用t2m 0.05mm-0.1mm或全部选用t2m 0.2mm-0.5mm,也可选用t2y0.03mm-0.1mm,如果内层选用t2y 0.03-0.05mm或t2m 0.05mm时,表面内外各贴2-3片t2y 0.1mm
内层选用0.03-0.1时,表面内外贴一片化学镀镍电镀银或化学电镀镍
选用0.2mm或0.2mm以上的铜带时,通常用t2m 0.2mm或0.2mm以上的软带,表面无需增加其他铜带2、下料:根据工件的大小、加工难易度和精度要求,选用下料方式:
绕制,t2y 0.1mm厚度≤4mm,t2y 0.05mm厚度≤6mm,宽度10-60mm,易产生废料,但效率高,适合1人焊接(等长、不等长都可以)
设备裁切,根据工艺要求,裁切等长或不等长(要求精度较高的工件)
3、焊接:
焊接工序是铜箔软连接生产工序中的关键工序,焊接质量的优劣将直接影响下面工序的加工。(如:平头打磨、磨头、钻孔、抛光及电镀等)也会影响导电系统的正常运行及其安全性和使用寿命(如:通电发热、、表面铜箔过流熔断、起电弧等)。